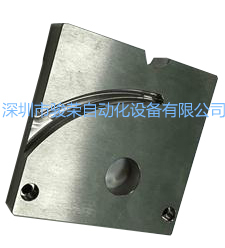
cnc小零件加工需要注意哪些问题呢?根据深圳骏荣自动化小编提出的要求,大家在操作时需要注意一下几大事项:
加工原理差错:
CNC加工的原理差错是由于采用了近似的加工运动方法或许近似的刀具概括而发生的差错,因在加工原理上存在差错,故称加工原理差错。只要原理差错在答应范围内,这种加工方法仍是可行的。
机床的几许差错:
机床的制作差错、装置差错以及运用中的磨损,都直接影响工件的加工精度。其中主要是机床主轴反转、机床导轨直线运动和机床传动链的差错。
刀具的制作差错及磨损:
CNC加工的刀具的制作差错、装置差错以及运用中的磨损,都影响工件的加工精度。刀具在切削过程中,切削刃、刀面与工件、切屑发生强烈摩擦,使刀具磨损。当刀具磨损到达值时,工件的外表粗糙度值增大,切屑色彩和形状发生变化,并伴有振动。刀具磨损将直接影响切削生产率、加工质量和成本。
夹具差错:
CNC加工的夹具差错包含定位差错、夹紧差错、夹具装置差错及对刀差错等。这些差错主要与夹具的制作和安装精度有关。
CNC数控铣床特别是小零件加工领域,特别需要注意精准度,深圳骏荣小编为您讲解几个注意事项:
1. 在小型加工中心编程时,对于非对称公差的加工零件,应以尺寸的中间值编程,并以起始点为基准面或基准点。
2.工件坐标原点设置在工件上表面的中心,工件具有对称要求,工件的尺寸以对称的尺寸给出。
3.根据各种选择的毛坯材料,刀具材料,取决于机器的性能和加工条件因素的切削量可为,在考虑到表面质量。
4.小加工中心每次换刀前,用G40和G49指令取消刀具补偿,使刀具回到基准点换刀。更换新刀具后,必须首先建立新刀具的长度补偿。
5. 夹紧工件时,垫片应远离通孔的加工位置。